Discussion on anti-leakage problem of steel drum for packaging
Hu Jiaying
ã€Abstract】In this paper, the anti-leakage problem of steel drums for packaging is calculated, tested and discussed from the aspects of barrel edge, barrel cover and production process according to the relevant provisions of international standards, and the relevant process requirements and processes are summarized. parameter.
[Keywords] steel drum, anti-leakage, curling, overlapping layer
1 question raised
Steel drums for packaging are a widely used container. With the expansion of China's accession to the WTO and international trade, people's use of steel drums has become more widespread, and transportation methods and transportation distances have undergone great changes. Therefore, the quality of steel drums is also very important, especially when it is inside the barrel. The more prominent it is when it is flammable, toxic or corrosive. Here, the problem of leakage prevention of steel drum with a volume of 200 liters is discussed. The focus is on the leakage prevention of the barrel body and the lid of the barrel and the bottom of the barrel.
2 Steel drum structure and quality technical requirements

Figure 1 Schematic diagram of the fall test
China's relevant national standards stipulate that the steel barrel curling part is a double five-layer rectangular curling edge, and the corresponding test drop height is only 0.8 meters.
The International Maritime Dangerous Regulations classifies this steel drum. The drop test is shown in Figure 1. It is required to fill the bucket with 98% of the total volume of water and then free fall. Steel drums are allowed to deform after falling, but there must be no leakage.
The classification of the fall height H is shown in the following table:

In the table: Ï - the relative density of the cargo to be loaded.
In order to meet Class I and II standards, most production companies currently use triple-seven-story circular coils. However, the triple-seven-layer circular coiling is difficult to produce and the process is complicated. The discussion and practice of a factory in solving this process problem are as follows.
Figure 2 is a schematic view of the structure of a triple seven-layer circular coiled steel drum.
As shown in (a), the triple seven-layer circular bead is composed of a three-stage overlapping portion of the barrel body, the lid of the barrel and the bottom of the barrel, plus a hook head. The overlap between the so-called triples, 1 and 2, 3, and 4, 5, and 6 is a hook. The double five-layer curl has only two sets of overlaps and one hook. It is obvious that the triple seven-layer crimp adds a leaking overlap layer and ensures that the seal packing does not fall off.
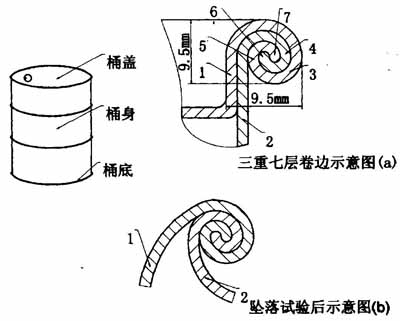
figure 2
From the results of the fall test, when the steel drum is placed at a 45-degree tilt (the most unfavorable fall angle), the local curling edge is subjected to a large impact force and deformed, as shown in Fig. (b). The first overlapping layer composed of 1 and 2 is separated by deformation, but the second and third overlapping layers and the hook are intact. When using the double five-layer crimping bucket for the same test, only one overlap and one hooking are left, and the leakage prevention capability is obviously not as good as the former.
3 triple seven-layer crimping process points
3.1 The size of the bottom cover of the barrel bottom cover
The size of the bottom cover of the bottom of the bucket directly affects the forming of the bead. When the blanking is excessive, if the groove of the forming roll lwc takes a larger size, the curled edge will be hollow and loose; if the groove size is small, the curling will be severely squeezed, the curled edge will not be round, and the strength will decrease; Insufficient, it can not meet the requirements of seven layers of curling; when the size of the curling parts is not uniform, that is, the width and width are inconsistent, the grooved design of the forming roller can only adapt to a certain size, so that it will be over-extruded on one circumference. Pressure, loose and hollow phenomena. Based on various factors, we find that the width of the bottom edge of the barrel bottom cover is 34.5±0.5mm. Moreover, in order to prevent the unevenness of the side width, the blanking and press forming are completed once.
3.2 Bucket bottom cover pre-hem
The quality of the curling edge is mainly determined by the degree of bonding of the roll layer and the overlapping effect between the flanged end of the barrel and the outer edge of the bottom edge of the bottom cover. We know that the radius of curvature of the center layer of the curling edge is much smaller than the radius of the groove of the first roller. If the rolling action of the first roller is difficult to meet the requirements during the crimping process. And the material to be sealed has a large cold work hardening phenomenon, so a pre-roll should be made before the curling, so that the bottom of the bottom of the bucket and the end of the lid form a hook (as shown in Figure 3). . Such a shape of the hook allows the filling sealant to be in the optimum inner top surface position by means of the rotational inertia force. Therefore, we will pre-roll the original glue after curing for 24 hours, and then the process of sealing will be changed to pre-roll on the professional pre-roller before spraying the sealant.

image 3
Figure 4 shows the structure of the pre-rolled roller. According to the analysis of the characteristics of the pre-hem, the key of the process is the groove radius of the pre-reel. If the radius R is too large, there will be a hollow and a cuff at the center. Poor adhesion to the outer edge of the punching edge, so that seven layers of curling cannot be formed. However, if the R is too small, the flange portion of the barrel body cannot be inserted into the pre-rolled arc, and the bottom or the cover will be self-biting and cannot form a curl. The optimum radius is R = 2.4 mm.
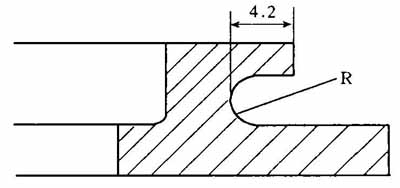
Figure 4
3.3 Flange of the barrel
The size and consistency of the barrel flanging size and angle affect the formation of the triple seven layers. If the size is too large, the flange portion of the barrel cannot be inserted into the groove of the pre-rolled bottom cover. If the size is too small, the third overlapping layer cannot be formed, and the bottom cover may be bitten during the curling process. The optimum angle of the flange is 105 to 110 degrees, and the width of the flange is 19+1 mm.
3.4 crimping seal
After the flange width and the punch width are determined (as shown in Figure 5), the degree of tightness of the crimp depends on the radius R of the crimping roller groove and the geometry of the groove. Its calculation formula is as follows:
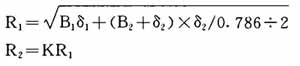
In the formula:
R1——the groove radius of the first crimping sealing roller;
R2——the groove radius of the second crimping sealing roller;
B1 - the width of the body flange;
B2——the width of the bottom cover of the bottom of the bucket;
Δ1——thickness of the barrel plate (1~1.25mm for 200L barrel)
Δ2——the thickness of the bottom cover of the barrel;
K - coefficient, generally from 1.05 to 1.10.
The shape of the roller is the same as that of the pre-rolled roller, and the geometry of the groove is preferably made of Archimedes spiral. The main function of the second roller is to correct the geometric center position of the bead and further close the wrap, and to ensure that the final size of the bead is less than 9.5 mm (see Figure 1).

Figure 5
If the size is larger than 9.5mm, it means that the fit is not tight or there is a hole in the center.
4 Selection before sealing
There are many sealants to choose from, usually depending on the chemical properties of the goods being loaded. The general requirement is to choose a sealant that is resistant to cold, heat, aging, chemical stability and elasticity as a filling material to achieve the auxiliary effect of impact resistance and leakage prevention. After the first time the glue is completely cured in the process operation, the inner surface of all the edges is coated with a thin layer of 0.1 to 0.15 mm, and the film is sealed when not completely dried, and the effect is good.
Zoology Slides Series. Contain the from Protozoa to mammal etc mammals experimental lesson used slice (slides) specimens.There are four basic types of animal tissues: muscle tissue, nervous tissue, connective tissue, and epithelial tissue. All animal tissues are considered to be subtypes of these four principal tissue types. Common staining methods: HE, alcohol magenta.
Tissue Slide,Botany Slide,Zoology Slide,Botany Practical Slides
Xinxiang Vic Science&Education Co.,Ltd. , https://www.hnlaboratoryequipment.com