1 Introduction
In recent years, with the continuous increase in the speed of mechanized labeling machines in beer production, the performance of beer label adhesives has become higher and higher. At present, the adhesives used by beer companies are mostly dextrin starch adhesives, polyvinyl acetate adhesives, etc., which can no longer meet the requirements of production. These adhesives have poor adhesive properties, and the adhesive film is brittle after being dried. Large, there are shortcomings in the initial adhesion and adhesive strength, when the speed of high-speed labeling machine to increase to more than 20,000 bottles per hour, there will be a drop mark, the phenomenon of shifting, thus affecting the normal production. This article has developed a new modified PVF adhesive for the above situation, which can meet the requirements of the labeling machine with a vehicle speed of 24,000/hour or more. The adhesive has the characteristics of non-toxicity, good initial viscosity, strong adhesive force, tough film, fast drying speed, easy drawing, good cold water resistance, easy washing and debonding on the bottle washing machine, etc., especially suitable for high speed beer Labeler use.
2 experimental part
2.1 The main raw materials
Polyvinyl alcohol (17-99)
Industrial formaldehyde (≥36%)
Industrial product hydrochloric acid (36%)
Chemical pure sodium hydroxide chemical pure tackifier (polymer material)
Industrial Preservatives Industrial Flavors Food Grade
2.2 Preparation of Modified PVF Adhesives
A certain amount of deionized water was added to the reactor, until the water temperature was heated to 70°C, and the quantitative PVA was added under stirring. The temperature was increased at 80°C and continued to be heated to 92-95°C. The mixture was stirred until the PVA was completely dissolved, and the temperature was lowered to 85°C. Add pre-formulated concentration of 10% hydrochloric acid, adjust the PH = 2 ~ 2.5, add the measured amount of formaldehyde, heated to 85 ~ 90 °C heat preservation, until the feed liquid water precipitation, and white floc appear, immediately with caustic soda (25%) Neutralize the stock solution, adjust PH=7, add metered pre-dissolved tackifier, react at 60° C. for 30 minutes, cool down to 50° C., add preservatives, spices, and discharge.
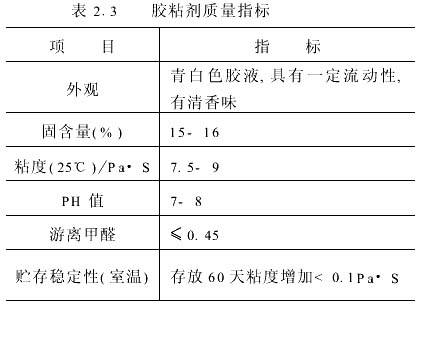
2.3 Modified PVF Adhesive Quality Indicators (See Table 2.3)
3 Results and Analysis
3.1 Effect of Formaldehyde on Viscosity
As the amount of formaldehyde increases, the PVF adhesive viscosity increases. When the amount of formaldehyde is greater than 36%, the viscosity does not increase much, and the amount of free formaldehyde is higher. Therefore, the amount of formaldehyde should be controlled at 35%.
3.2 Effect of pH
The PH value is generally controlled at 2 to 2.5. If PH>2.5, the condensation reaction rate is slower, pH<2, the reaction rate is accelerated, but the final product has poor fluidity.
3.3 Effect of Tackifiers
General tackifiers such as borax and polyacrylamide increase the viscosity of the product, but it can also cause wire drawing, which affects normal production.
A polymer material added in this experiment can not only greatly increase the viscosity of the product, but also does not produce the wire drawing phenomenon, so its applicability is relatively strong. The amount of tackifier is generally controlled at 2%. Under other conditions, the viscosity of the product is within the range of use viscosity. The product storage tanks were finally loaded into the bags manually. The converter temperature was controlled by burning coal and the temperature was recorded once per hour. According to the formula, the additive I is added into the anhydrite, artificially blended, then added to the mill for grinding, and the ground material is put into the packaging bag from the outlet to obtain the finished product. When grinding with Raymond machines, due to the accumulation of material in the silo, the air flow was blocked and the material was not discharged. The Raymond machine was forced to stop. It only produced less than 1 ton of product and could not continue production. The reason for this analysis was due to the material itself. Finer, the mill's blade has not yet sent the material between the grinding roller and the grinding ring and was blown into the grinding bin by the wind, resulting in the accumulation of materials, because the rental of the grinding machine was impossible and the equipment could not be transformed. Rented a ball mill grinding, this time is very smooth, the product's hourly output reached more than 4 tons, the fineness basically reached the cement fineness requirements.
3 Results and Discussion
In accordance with the current national standards for cement strength test methods, the performance of the product was tested. As a result, the compressive strength of the product reached 49.1 MPa in 28 days, which exceeds the 425# cement strength index requirement. This result exceeds our expectations. , is much better than the small test results. The pilot test result is better than the small test result. The main reason is that after the fluorogypsum is neutralized with lime, the temperature of the material heating and drying is higher than that of the small test. According to the phase transformation conditions of the gypsum, the anhydrous gypsum absorbs moisture and the temperature is low. At 190°C, it can be combined with water into hemihydrate gypsum, and at temperatures above 300°C, anhydrite can be transformed into anhydrite-type B-type anhydrite. When the material is dried and heated, the maximum furnace temperature reaches more than 400°C. This will increase the content of anhydrous gypsum in the intermediate product, anhydrite, and the average furnace temperature will be above 156°C, resulting in the formation of hemihydrate gypsum in the intermediate product. The reduced possibility of inevitably reducing the content of hemihydrate gypsum in the product. According to the recrystallization theory of gypsum setting and hardening, improving the solubility of insoluble gypsum (anhydrous) will help accelerate the hydration rate. Under the action of activator, double salts including gypsum are first formed on the surface of the particles. After that, the complex salt decomposes to produce dihydrate gypsum. With the increase of the degree of hydration of the anhydrite, the strength continues to increase. Obviously, due to the increase in the drying temperature of the material, the content of anhydrous gypsum-type anhydrous gypsum is increased, and the content of hemihydrate gypsum is decreased, so that the solubility of anhydrous gypsum is improved, and finally the strength of gypsum plaster is improved.
4 Conclusion
4.1 It is feasible to achieve large-scale industrial production with gypsum plaster made from fluorplasts. The scale of production can be determined based on the amount of fluoro-gypsum dry slag.
4.2 The production of raw materials, fluoride gypsum must be obtained by dry slag discharge process, and the residual sulfuric acid neutralization must be neutralized with lime.
4.3 The drying temperature of fluorspar gypsum should not be too low, must ensure that the temperature of the export material is not less than 160 °C.
4.4 Formulations of additives are selected as additives.
Source: 21st Century Fine Chemicals Network
Features
- Good elasticity,water-proof,shock-proof, thermal insulation.
- Environmental friendly, recycling and non-toxic.
- Waterproof and shockproof materials.
- Effectively prevent goods from bumping and rubbing.
- Widely used in all walks of life.
- Heat preservation.
- Shape and color are according to customer's requirement..
- All colors are available.
| Material | EPE foam ( Expandable Polyethlene foam) |
| Size | Customized as per your design file exactly |
| Thickness | Customized(1mm-300mm) |
| Color | White,Black,Red,Any Pantone Color |
| Style | Sheet,Roll,Adhesive,Die-cutted shape,Printed,Embossing,Pattern,Strip,etc. |
| Density |
16kg/m3 to 40kg/m3,standard is 18kg/m3 |
| Printing | Silk screen printing,Heat transfer printing |
| OEM | Accept OEM color and design(Die-cutted shape) |
| Feature |
Eco-friendly,Colorful,Odorless,Non-toxic,Light,Good elasticity, Shock-proof,water-proof,Anti-static,Fire-proof,Can be laminated,etc |
| Certificate | SGS,RoHs,EN71 |
| Application |
Raw material,Tool box,Electronics insert,Fragile inlay,Hardware insert, Cusmetic packaging,Wine packaging,Cushion,etc |
| MOQ | 100 pcs |
| Sample |
The die-cutted shape USD 30 -USD 50, Free for exsiting samples |
| Mold Making | 2-3 working days |
| Sample Time |
3-5 days for exsiting sample material, 5-7 days for customized sample material |
| Prodcution Process |
1.Mold making 2.Sample making 3.Sample confirmation 4.Sample delivery 5.Mass production with quality inspection 6.Final quality inspection 7.Packaging 8.Shipping |
| Packaging | PE bag,OPP bag,Plastic bag with strong carton box |
| Delivery Time | 10 to 15 working days |
| Payment Term | T/T,PayPal,Western Union,MoneyGram,LC,etc |
| Port Name | Shenzhen,Guangzhou,HongKong |

Foam Material
Foam Material,Waterproof Foam Material,Waterproof Packing Foam,Anti Shock Foam Material
Ji An Chi Cai Gift and Packaging Product Co., Ltd. , http://www.chicaieva.com