Research on laser welding technology of metal container
Tang Weiwei
Abstract: This paper introduces the welding process of three-piece cans for metal packaging in China and the advantages of laser welding technology applied to metal materials processing. Through the laser cutting experiment, laser welding experiment and tensile test of chrome-plated thin-walled metal packaging materials, the laser welding process parameters of chrome plate with specific thickness were determined, and the development direction of laser welding of chrome plate was proposed.
Key words: chrome-plated sheet; metal packaging material; laser welding
China's metal packaging mainly has two cans, three cans, metal barrels and so on. Among them, two-piece cans and three-piece cans are used as food packaging, and the proportion thereof accounts for more than 2/3 of the metal packaging. At present, the packaging materials used for metal cans are mainly cold-rolled steel sheets. The steel sheets for packaging are mostly cold-rolled steel sheets which are hot-rolled from ordinary carbon steel and ordinary low-alloy steel. In order to enhance the corrosion resistance, it is usually necessary to carry out coating treatment on the surface. According to the different plating metals, it can be divided into three types: tin-plated steel sheets, chrome-plated steel sheets, and galvanized steel sheets.
Early metal three-piece cans were soldered using a soldering process, but the soldering process was prone to contamination of the electrode. At present, the welding of three-piece cans in China is mainly made by electric resistance welding. Resistance welding uses copper wire as the welding medium. The copper wire guides the welding current to the tinplate for welding. It has strong tensile strength and tensile strength. The electric resistance welding usually adopts the traditional lap welding technology. There will be overlapping materials of O.3~2.O materials to increase material cost. At the same time, the resistance welding technology has certain welding quality problems, such as easy cracking of the flange, poor corrosion resistance and poor appearance of the weld, and easy to leak, leak and so on.
The chrome-plated steel plate is referred to as the chrome plate, which belongs to the Wuxi steel plate. The foreign chrome plate has been used more and more, replacing some tin plate materials. The chrome plate has low cost, high temperature resistance, good alkali resistance, and excellent coating adhesion. The surface coating can produce very good decoration and protection. At present, chrome-plated steel sheets are mainly used in the production of beer caps, beverages and neutral food can coatings, and there are few food cans. The chrome plate cannot be soldered and can only be lapped or bonded.
With the development of laser technology, due to the high concentration of energy and the small thermal imaging area, and the laser beam has the advantage of being able to be welded in the atmosphere, how to introduce laser welding into the three-piece can welding, especially the welding of chrome-plated packaging materials. To reduce welding defects is the purpose of research.
1 Laser welding process advantages
Laser welding is to radiate a high-intensity laser beam to a metal surface. Through the interaction of the laser and the metal, the metal absorbs the laser and converts it into heat energy, so that the metal melts and then cools and crystallizes to form a weld. The advantages of laser welding are:
1) The welding process is simple. Due to the large laser welding power, the welding fusion depth is large, the weld seam is deep, and the heat affected zone is small. Laser welding of tinplate and other materials, without the need to wear off the original coating, and can achieve butt welding.
2) Avoid material deformation. Since the heat affected zone is small during welding, the deformation of the metal material and the damage of the coating can be avoided, and the welding medium material such as copper wire is not required, and the surface after welding is smooth.
3) The weld strength is high. For chrome-plated steel sheets, laser soldering processes need to be considered because soldering and resistance welding are not possible. In addition, the metal container needs to be sealed after being canned, but after sealing, the tightness may be insufficient due to the influence of the thickness and strength of the lap welding, and leakage may occur. After laser welding, because of the high strength of the weld, it can withstand higher stress and is not easily damaged or leaked during storage and transportation.
4) No welding media contamination. Conventional soldering and resistance welding have soldering media materials. Since the current three-piece cans are used for food, solder media can contaminate the contents, but laser welding does not require soldering media, so there is no need to worry about contamination.
5) Cost savings. Laser welding can realize the butt welding technology. When welding, it can reduce the overlap of materials of O.3~2.O mm produced by lap welding. At the same time, the use of copper wire can be reduced, which is of great significance for the reduction of the cost of metal cans.
2 Experimental study on laser welding of chrome plate
2.1 Experimental conditions
2.1.1 Welding sample collection
The experimental materials are chrome-plated steel plates of different thicknesses, which are used for the thickness of common metal packaging materials.
2.1.2 Equipment and process parameters
Laser cutting machine CS035F-50X (see Figure 1a), cutting parameters are: current 150A, pulse width O.4 ms, frequency 120 Hz, speed 6 ~ 8m / s, steel plate perforation time 500ms.
Laser welding machine PB300 (see Figure 1b), power feedback fiber transmission laser welding machine. The laser wavelength is 1064 nm, and the core diameter of the fiber is O.4 nm.
The thickness of the chrome-plated steel sheet samples are O.20mm, O.23mm, O.27mm, and the basic parameters of the welding are: maximum laser output power 300W; maximum laser pulse energy 50 J/(10ms); pulse width O.1~50ms; The pulse frequency is 1 to 200 Hz.

a Laser cutting machine b Laser welding machine
Figure 1 Laser cutting and welding experimental equipment
2.1.3 Welded joint geometry
The welding sample size is lOOmm×60mm. It is welded in two ways, namely butt welding and lap welding, as shown in Figure 2.
![]()
Butt welding
Figure 2 Weld joint geometry
2.2 Welding experiment design
2.2.1 Number of experimental samples
A total of 160 chrome-plated sheets are used for butt welding of 80 pieces and lap welding of 80 pieces.
2.2.2 Methods for excluding some experimental influencing factors
(1) Only use chrome-plated tinplate, the results of different types of materials are inconsistent; (2) use the same laser cutting equipment to eliminate the inconsistency of the sample and the incision after cutting; (3) use the same laser welding equipment and fixtures, Exclude fixtures and parameter errors; (4) The same technician operates to eliminate operator error; (5) Use the same tensile tester and the same image plotter to avoid improper operation and incorrect test methods.
2.2.3 Determining experimental factors and factor levels
Seven possible influence factors such as laser power, frequency and pulse width were determined.
2.3 Welding sample welding experiment
Laser welding requires high welding to the specimen, that is, the edge of the welded part is better. Therefore, laser cutting is used for pre-treatment of the sample. At the same time, due to the change of temperature and humidity in the experimental environment, some welds appear to be oxidized during welding, so sandpaper is used for local rust removal treatment.
Because of the special size and shape of the sample, it is necessary to fix it by means of the clamp during welding to ensure that the two metal sheets are flush during the welding process. During the welding process, a series of data samples are taken by adjusting the maximum power of the welding and the laser waveform, and then the data is compared.
Laser maximum power: one of the most critical parameters in laser processing. With a higher power density, the surface layer can be heated to the boiling point in a subtle time range, resulting in a large amount of vaporization, so high power density is advantageous for material processing.
Laser pulse waveform: The laser waveform is an important index in pulse micro-welding. When the laser is incident on the metal surface, the metal surface should reflect 60%~98% of the laser energy and lose it. This laser can be reduced by appropriate laser waveform. Loss of energy.
The solder joint pitch is 0.2 mm, the light output frequency is 20.O Hz, and the speed is 5 mm/s.
In the experiment, two different waveforms were adjusted for butt welding and lap welding, as shown in Table 1 and Figure 3.
Table 1 Different welding methods and welding waveform parameters
Welding method
Welding waveform parameters
Pulse width
/ms
Energy control rate /%
Pulse width
/ms
Energy control rate /%
Butt welding
Waveform 1
0.3
100
2.3
100
Waveform 2
0.3
100
2.5
100
Lap welding
Waveform 3
0.3
100
3.5
100
Waveform 4
0.3
100
3.8
100

Figure 3 waveform 1 welding waveform
2.4 Welding experiment results
Welding specimens are better welded in the selected waveform and power range, as shown in Figure 4.
The weld was scanned using an image plotter with 25x magnification. The weld condition is as follows: No. 23 welding sample, using waveform 2 butt welding, its maximum power is 1.5 kW, laser energy is 3.97J; No. 24 welding sample, using waveform 2 butt welding, its maximum power is 1.7kW, laser energy It is 4.5J; No. 25 welding sample, using waveform 2 butt welding, its maximum power is 1.9 kW, and the laser energy is 5.03J.

No. 23 sample welding result 2 No. 23 sample welding result 2
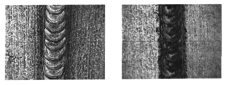
No. 24 sample welding result No. 25 sample welding result
Figure 4 Part of the sample weld situation
2.5 Welding specimen preparation
According to GB/T 13450-92 butt welded joint wide plate tensile test method, the welded thin-walled metal plate is subjected to tensile test piece, see Figure 5. The blank is cut by mechanical cutting method, and the blank is cut according to the requirements of the national standard on the welded sample.

Tensile specimen
Figure 5 Preparation of welded specimen tensile parts
2.6 Analysis of tensile properties of welded specimens
The tensile test results are shown in Table 2.
Table 2 Tensile test results of room temperature 0.23mm chrome-plated thin-walled metal packaging materials
energy
/J
Maximum force
/N
Elongation after break
/%
tensile strength
/MPa
Upper yield strength
/MPa
Lower yield strength
/MPa
Elastic Modulus
/Pa
3.72
1.29
-100.0
514.0
473.5
473.5
-15568724.07
3.92
1.31
-100.0
524.0
484.5
484.0
-40959668.40
4.16
1.13
-100.0
452.5
454.5
-
-33429770.27
4.21
1.28
-100.0
512.0
460.5
459.5
-31313435.10
4.41
1.29
-100.0
516.0
469.0
468.0
-33700621.62
4.5
1.28
-100.0
511.5
469.0
468.5
12,622,807.46
4.65
1.30
-100.0
518.5
459.5
458.5
-18047989.91
4.71
1.29
-100.0
514.5
473.5
472.5
-50214589.96
5.03
1.29
-100.0
516.5
464.5
463.0
-24460869.55
2.7 Analysis of experimental results
2.7.1 Welding quality
The welding quality is shown in Figure 6. The welding results are basically divided into two cases: the weld is blown; the weld is good. Weld seam is caused by excessive power due to excessive power during welding parameters selection.
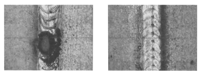
Weld seam melting phenomenon

Weld quality
Figure 6 Welding quality
2.7.2 Factors affecting weld quality
1) Since the chrome-plated metal packaging material is easily oxidized, laser welding must be performed in a short time after laser cutting. If the time is long, burrs and rust may occur on the cutting surface, which may affect the welding effect.
2) After the sanding paper is polished, the cutting surface is affected by the linearity. When the two sheets are butt welded, they do not fit well, which affects the welding quality and may cause welding.
3) The selection of the fixture during welding is also very critical. In the welding experiment, the flat clamp is used, but the two clamps are worn due to the long use time, so when the clamping is completed, the height difference between the two sheets is sometimes caused. Although the difference is small (O.02mm), it will affect the butt welding effect.
4) When welding, it is semi-manual operation state, and it is necessary to manually clamp the welding thin plate on the fixture. Because the thickness of the thin plate is small, in operation, it will inevitably cause slight bending of the thin plate, resulting in uneven welding edges, resulting in uneven welding edges. Welding quality issues.
5) It is necessary to blow nitrogen gas during welding and to cool it. If no nitrogen is blown on the weld, it will cause black weld.
2.7.3 Optimal laser welding energy curve
The laser butt welding energy range is shown in Figure 7.
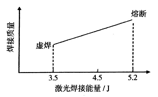
Figure 7 Laser Butt Welding Energy Range
2.7.4 Optimum welding parameters for specific thicknesses
According to the tensile properties of the weld and the surface characteristics of the weld, the optimum welding parameters of the following three thicknesses of chrome-plated steel sheets are determined. See Table 3, which are often used as packaging materials for metal cans.
Table 3 Optimum welding parameters of chrome-plated sheets of different thicknesses
Chrome plate thickness
/mm
Laser power
/kW
Single pulse energy
/J
Pulse width
/ms
Welding speed
/(mm/s)
frequency
/Hz
Defocus
/mm
0.20
1.5
3.97
2.5
5
20
2
0.23
1.6
3.92
2.3
5
20
2
0.27
1.7
4.5
2.5
5
20
3
3 Conclusion
1) Metal chrome plate has good performance, which can reduce the amount of tin and reduce the production cost. The adhesion to the paint is very good, and the chrome plate after the coating is coated has a large adhesion, and is suitable for the bottom cover and the punching can of the food can.
2) Metal laser welding of thin chrome plate can be achieved, but due to the capillary adsorption effect of chrome plate, rust and phosphorus will occur on the welded side after cutting, which will affect the welding effect.
3) If it is used in actual production, it is advisable to use butt welding. It is not suitable to use lap welding because lap welding will form 2 layers of metal sheet material thickness at the weld position, resulting in material waste and affecting the strength of the tank body after canning.
4) Docking laser welding chrome-plated thin-walled metal packaging materials can save costs and bring good economic benefits.
5) If laser welding is used for production, the speed is slow and the economic performance is not obvious.
Home is the most relaxed place for everyone, while bedroom is the most relaxed room at every home. Nowadays, bedroom is not only the place you could have a nice sleep, but also the place showing your taste and way to life.
One full set of bedrooroom usually consists of beds (king beds/queen beds/single beds), Night Stands, dressers, mirrors, wardrobes (Sliding Wardrobes/Hinged-door Wardrobes), Drawer Chest.
Among the bedroom products, the bed headboard design is the core. Thus in order to offer our clients more choices, our R&D team try all means to have more designs, materials and colors to the headboard. As we know, bedroom size is different from each other, we offer different sizes of dressers, mirrors and wardrobes to well fit the rooms.
For other wooden furniture, we offer as many as 15 wooden colors and different sizes so that clients can fit their room well. Also, we offer size customizing service if the quantity meeting our MOQ. Clients` safety and health is always our priority, thus, we only use E0 standard raw materials. Besides the top quality raw materials, we also use top-quality hardware for more durability and stability, such as Blum, Hettich, Hafele, DTC.
Drawer Chest
Drawer Cabinet,Drawer Chest,6 Drawer Chest,4 Drawer Chest
Hangzhou Taihua Home Furnishing Technology Co.,Ltd , https://www.taihuafurniture.com