The parameter control flexographic printing in the flexographic color printing occupies a larger proportion in the existing printing methods, and it is more and more important to control the flexographic printing quality. This article describes the factors affecting the printing quality in the various stages of flexo printing and the relevant theories involved, and then analyzes how to control to achieve the best reproduction effect.
Mesh technology
A tonality is a pattern that converts a continuous tone image into a regular pitch point—a mesh. All individual points have the same density but different sizes. The tone of the printed area is represented by the size of the printed dot. The amount of light reflected is less than the amount of light reflected by the white substrate, which means that a large area of ​​the dot coverage area is large, reducing the amount of light reflected by the print, and thus forming a dark hue area.The size of each halftone dot is used The percentage of dots is from 0 to 1 00. The white dot (no dot) is equivalent to 0%, and black (all sheets are covered) is equivalent to 100%.
To print a halftone image, several major parameters must be defined when the film is exported. Each parameter has a significant effect on the quality of the print. If the parameters are not set correctly during this process, no matter how high the level of the printer is, it is difficult to obtain good print quality. Number of network lines: The number of network lines is the frequency of the screen adjustment line, which can reflect the actual size of the network point and the spacing of network points. The number of screens is expressed in lines per inch (LP I) or lines per minute (LPCM). The higher the number of screen lines, the smaller the dot size, and the more details of the manuscript expressed on the printed product, the smoother the change in the color tone perceived by the human eye. Ideally, the network is so small that it is not perceived by the human eye. This will ensure a smooth transition between bright and dark prints. In the label printing, the typical number of screen lines is 133 to 175 LPI: In some rough prints, the number of screen lines is 75 to 10 LPI.
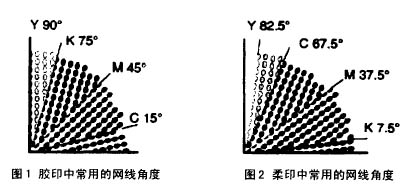
Cable Angle: The angle of the cable is especially important to avoid the appearance of moire. Moiré is the interference fringe caused by the incorrect selection of the relative angle of the cable. If you leave the cable at an interval of 30°, moiré will be minimized. However, in a four-color printing, it is impossible to maintain a 30° interval between each color screen. To overcome this problem, the yellow (the brightest, least noticeable) screen angle is usually positioned 15° from cyan and 7.5° from the vertical axis. (See Figure 2).
Dot shape: Traditionally, circular dots are used in flexographic printing. The negative film used for printing was expressed as a percentage of the high dot area. The dot was a black circle with a white background, a square with a 50% dot, and a white circle with a dark background at a low percentage of dots. Although the dot shape has little effect on the quality of the printed matter, especially in the case of a high number of lines, it has a certain influence on the smooth transition of the midtones. When the percentage of circular dots is close to 50%, the corner points of the dots are just overlapped with the adjacent dots, so that at these overlapping points, the tone is sharply blackened. This is called a 'step change' and this phenomenon undermines the smooth transition from bright to dark in visual effects and is a major issue in decorative pattern printing. When large, you can use diamond-shaped or elliptical dots instead of circular dots to solve this problem.When using this type of dot, when the dot percentage increases, the dot edge overlaps in two stages: first, the dot ends overlap, and then As the percentage of halftone dots increases, the edges of the halftone dots overlap, and therefore diamond-shaped and elliptical dots show a smooth transition in the midtone region.
Dot increase: Dot gain is an important parameter that must be controlled in any halftone printing. The dot enlargement describes the increase in size of the print dot compared to the dot defined by the original. The consequence of the dot gain is that the tone in the highlight zone is darkened and the shadow tone zone is stenciled so that the print contrast is reduced and the dark tone details disappear.
Dot gain is the change in dot size caused by prepress and printing. It often occurs in the following three links:
• When the imagesetter outputs film • When printing with a negative film • During the printing process, the dot size increases mainly due to the printing process itself. Ink viscosity, plate expansion: printing parameters such as printing pressure: the absorbability of the substrate will affect the printing dot size. Only under the conditions of deep understanding of each parameter can we strictly control each stage of the printing process and obtain a consistent printed image.
Digital copy
When printing in four colors, there are many printing parameters to consider. But not printing can solve all the problems. The focus on color reproduction processing is the control of the prepress screen adjustment process. Scan resolution: If the original is not a computer-made artwork, the first step in digital copying is to convert the original into a digital file. This stage of image scanning resolution setting is very important. The scanning resolution is the number of pixels in a given pitch and is often expressed in pixels per inch (PPI). At high scanning resolution, the smaller the individual pixels are, the sharper the detail is, and the smoother the transition is. At low scanning resolution, a single pixel becomes larger, and if it is large enough to be perceived by the human eye, the image will look jagged. Scanning the image with the largest scanning resolution reduces the likelihood of image jaggies. However, this is not an optimal scan resolution. Because the higher the scan resolution, the larger the scan file. The longer the corresponding image editing time, slows down the screen redraw and increases the output time of the imagesetter. Therefore, the appropriate scanning resolution should be selected as required.
Color separation
The most important feature of the image scanning and editing software used in digital copying is that it can quickly and precisely control the RGB image to be printed in the color separation process. The first thing to do is to convert it to the correct CMYK value. Negatives and plates are produced for each process color. This process is called color separation and can be done automatically by scanning or image editing software.
Black Edition: In the color separation process, the computer converts the RGB values ​​of each pixel of the image to the corresponding CMY values ​​and generates a black version of the value. In theory, equal amounts of cyan, magenta, and yellow inks will add up to black. These three subtractive primary colors alone cannot produce high density true black. The generation of black version values ​​is therefore a very important part of the separation process. However, at the time of black generation, gray components generated by equal amounts of subtractive primary colors still exist in the image. If not adjusted, it is very problematic to print a high-quality, high-resolution image. Therefore, black generation involves using black ink to replace a certain amount of subtractive primary colors. There are two black generation methods, Underlying Removal (UCR) and Gray Replacement (GCR).
Back color removal reduces the darkest neutral gray and near-neutral grey cyan, magenta, and yellow inks in the image and increases the amount of black ink accordingly. Back color removal improves the transfer of ink in the dark areas of the image, and the stability of the gray balance is also improved. The gray substitute uses black ink to replace a certain amount of ash component of the subtractive primary color overprint area in the image. The gray alternative greatly reduces the use of color inks. However, it is necessary to carefully control the black dot enlargement, because even a small increase will seriously affect the brightness of the print. Dot gain compensation: When controlling the print density, it is necessary to compensate for the physical increase of the dot. Before compensating, you must first measure the dot gain values ​​on the screens, printer settings, inks, and substrates.
To calculate dot gain values, you must print a test strip or gray scale for each color. The number of screens, printer settings, inks, and substrates for these test strips or gray scales should be the same as the actual printing conditions. Measure and record the dot gain at 10% intervals on the Mesh Test Strip (or Gray Scale) with a reflection densitometer. You can enter these values ​​into your software to compensate for the dot gain value of the entire hue area.
Black and white field setting: The color separation process is lost during the printing and darkening the area. The overall effect is an unsatisfactory contrast increase, and the details of the highlights and shadows are lost. These defects can be accomplished by setting black and white fields during the image scan input or processing stage prior to color separation.
The features of degradable organic Panty Liner s
* Eco-friendly and Biodegradable
* Ultra thin 1mm, 150mm long
* Natural organic cotton surface for maximum softness and natural touch
* Breathable back sheet keeps girls always fresh and comfortable no matter high or low temperature
* Individually wrapping keeps the pad always hygienic and sanitary
Protect our nature,Protect our life!

FAQ
(1) Do you accept small order?
Yes,we do. We are having ready stock available now.
(2) Visit of factory?
Yes, warmly welcome a visit of our factory anytime.
(3) Free sample?
Yes, Free samples available.
(4) Other hot product
Now. our the most popular product have the Far-infrared Sanitary Pad, herbal medicine Sanitary Napkin, Fruit series santary towel and so on. if you want to know more popular product, please leave us a message.
Organic Panty Liners
Organic Panty Liners,Organic Panty Liners Exporter,Soft Organic Panty Liners
Glory Power Hygiene Products Ltd. , http://www.hygienenapkin.com